We supply high-performance, double-wall vacuum insulated container systems engineered to withstand extreme dry heat and thermal cycles typical of the Namibian interior. These first-tier items represent our primary options for commercial operations, mine sites, and retail supply lines.

Namibia’s unique geographical profile, characterized by vast desert landscapes (such as the Namib and Kalahari) and intense solar exposure, imposes strict requirements on temperature-controlled transport and food containment. From the deep-pit mining operations in the Karas and Erongo regions to the eco-tourism lodges along the Caprivi strip, keeping foodstuffs safe and at sterile thermal thresholds is a major operational challenge.
Ambient temperatures in mining centers like Oranjemund, Rossing, and Husab frequently breach 40°C. Standard double-walled containers with insufficient vacuum parameters experience rapid thermal bridging. Our food jars leverage a copper-plated radiant heat barrier that reflects up to 98% of thermal radiation, protecting food safety without reliance on external energy sources.
As a critical entry point for the Southern African Development Community (SADC), Namibia's Walvis Bay Port allows efficient bulk shipping from our Foshan facilities. Our logistics setup provides streamlined customs clearing documentation directly matching SACU (Southern African Customs Union) and SADC tariff structures, ensuring seamless border clearance to Windhoek and overland transit to neighboring landlocked markets.
Moreover, Namibia is rapidly moving toward stricter environmental regulations under its national waste management plans. The shift from single-use plastics to highly reusable, food-grade stainless steel products aligns with the sustainable growth models adopted by municipal councils in Windhoek, Swakopmund, and Walvis Bay. Businesses procuring our premium insulated food flasks gain a distinct branding and ESG advantage in this eco-conscious market.
Foshan Calmora Bottle Co., Ltd. is a professional manufacturer specializing in water bottles, tumblers, vacuum flasks, and food jars, offering comprehensive custom drinkware solutions for global markets. Located in Foshan, a major manufacturing hub in China, the company combines advanced production capabilities with efficient supply chain management to deliver high-quality and competitively priced products.

Founded in 2012, Calmora began as a small-scale producer of stainless steel bottles for domestic clients. By 2016, the company expanded its operations with automated production lines for double-wall vacuum insulation technology, entering overseas markets across North America and Europe. In 2020, Calmora further upgraded its R&D and design capabilities, enabling full OEM and ODM services, including custom branding, color finishing, and packaging solutions tailored to diverse customer needs.

The company’s product range includes insulated water bottles, travel tumblers, thermal vacuum flasks, and food jars designed for both everyday use and outdoor applications. With a strong focus on durability, safety, and performance, all products are manufactured using food-grade materials and strict quality control processes.
Foshan Calmora Bottle Co., Ltd. is certified with ISO 9001 quality management system and complies with international standards such as FDA and LFGB. Committed to innovation and sustainability, Calmora continues to provide reliable, eco-friendly drinkware solutions worldwide.
At Foshan Calmora Bottle Co., Ltd., our engineering division is continuously pushing the boundaries of thermal dynamics. In arid environments like the Namib Desert, where thermal radiant heat is high, standard vacuum insulation requires enhanced materials to maintain food freshness over long shifts.
Every Calmora food jar features a proprietary "getter" alloy inside the vacuum cavity. This getter chemically absorbs trace gases that outgas from the stainless steel over years of use, maintaining the hard vacuum (10^-4 torr) for long periods. This prevents degradation in insulation performance, a common issue in lower-end imports.
To combat intense solar radiation, the outer surface of our inner stainless steel wall is electroplated with a thin, high-purity copper layer. Copper possesses low emissivity, reflecting thermal infrared rays and reducing heat transfer across the vacuum gap by an additional 30-40% compared to unplated stainless steel.
Namibian operations demand high mechanical resilience. Our modern powder coating provides a textured, slip-resistant grip that resists UV degradation, salt-mist corrosion along coastal areas like Walvis Bay and Lüderitz, and scratching from desert sand and gravel.
Looking ahead, Calmora is engineering lightweight, high-tensile 316-grade stainless steel interior options for harsh acidic foods, reducing product weight while maintaining structural strength. Additionally, we are researching biological and eco-composites for lid handles and carry straps, assisting corporate buyers in Namibia to reach their carbon reduction targets.
Based in Foshan, China's hardware and metallurgical epicenter, Calmora harnesses a localized raw material supply chain. Our production facilities deploy advanced automated welding, laser alignment, and continuous testing lines to scale production without sacrificing quality.
Each manufacturing run undergoes automated spectroscopic analysis to confirm steel alloy composition. Post-welding, every single container is routed through a continuous thermal camera screening line to instantly verify vacuum integrity. Any unit exhibiting temperature leaks is isolated, ensuring zero-defect output for long-distance transport to Africa.
Shipping to Windhoek or Walvis Bay requires detailed container utilization planning to keep landed costs low. Our packaging engineers design customized outer cartons that maximize container loading capacity (CBM optimization). We coordinate with trusted ocean carriers operating routes from Shenzhen/Guangzhou ports to Walvis Bay Port, providing transparent lead times and competitive freight rates.
For bulk industrial catering, school meal distribution, and long-range field work in Namibia's remote mineral belts, we offer these heavy-duty selections:

We coordinate closely with Namibian procurement managers, corporate gifting agencies, and retail buyers to resolve inventory challenges. Our macro solutions span three main sectors:
Supply lines to offshore mineral operations, uranium mines, and infrastructure projects need reliable thermal containment for crew rations. We offer bulk customization with high-visibility safety colors, laser-etched crew IDs, and durable protective accessories to minimize equipment turnover.
Our OEM and ODM custom branding services support retail chains in Windhoek, Swakopmund, and Walvis Bay. We supply complete customized packaging, matching Pantone colors, and hangtags, allowing brands to launch products with rapid times-to-market.
We support national feeding schemes and non-profit logistics operations. By engineering high-durability, cost-effective stainless steel lunch vessels, we assist programs in serving hot meals efficiently to schools in the central and northern areas of Namibia.
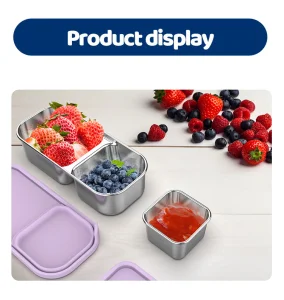
Below is our wider catalog of double-wall vacuum food flasks. Each batch is constructed utilizing premium 304 (18/8) food-grade stainless steel structures, offering resistance to corrosion and long thermal performance.







Doing business across borders requires more than just premium hardware; it demands strict administrative alignment. Calmora supports Namibian importers with tailored commercial compliance frameworks:
All our food flasks, soup bowls, and modular lunch boxes carry international food-safety validation. The plastics used in our lids and carry loops are verified 100% BPA-free and comply with both FDA (United States) and LFGB (German/European Union) specifications. This double certification ensures hassle-free entry into Namibian retail spaces and protects end-user health.
We supply necessary documentation including detailed commercial invoices, packing lists matching local port regulations, and certificates of conformity. Working with logistics brokers in Walvis Bay, we verify that our Harmonized System (HS) codes match correct import tariffs, reducing customs delays and lowering total landed costs.
For standard catalog configurations without extensive tooling alterations, our standard MOQ starts at 1,000 units. For fully customized OBM/ODM packaging formats, custom Pantone powder coats, or localized branding prints, the MOQ typically ranges between 2,000 and 3,000 units depending on the model's design specifications. Contact our sales department to discuss split shipments.
Our jars are designed with high-density vacuum cavities (10^-4 torr pressure rating) coupled with an electroplated copper barrier on the inner chamber. This configuration significantly reduces both heat conduction and heat radiation. Even when the outer container shell heats up in the desert sun, the interior chamber maintains food-safe temperatures for up to 12 hours hot or 24 hours cold.
Yes. We construct the interior walls of our thermal storage containers using premium 18/8 food-grade SUS304 (or medical-grade SUS316 on custom order) stainless steel. All silicone sealing components, pressure-release valves, and lid structures are extensively tested and verified BPA-free, satisfying all major health and safety parameters worldwide.
Manufacturing standard orders requires approximately 30 to 35 days from deposit confirmation. Ocean transit from Shenzhen/Guangzhou ports to Walvis Bay Port averages 25 to 35 days, depending on carrier routing. This results in a total turnaround time of roughly 60 to 70 days delivered to the port of Namibia.
Yes, we provide digital quality assurance inspections for every production run, detailing thermal retention ratings, plating thicknesses, leak-proofing pressures, and paint finishes. Importers are also welcome to arrange third-party inspections (such as SGS or TÜV) at our Foshan facility prior to container sealing.
For mining, outdoor tour operations, and active environments, we strongly recommend our state-of-the-art fiber laser engraving, which permanently etches logos into the stainless steel without using inks. For colorful retail branding, we use advanced powder coating coupled with UV-cured screen printing, which provides excellent resistance to chipping, cracking, and fading under intense sunlight.




